Среди методов обработки металлов давлением волочение является одним из наиболее часто применяемых. Этим способом получают проволоку и другую продукцию высокого качества с поперечным сечением любой формы и размера. Существует несколько разновидностей технологии.
Волочение — обработка металлов давлением для получения проволоки.
Что такое волочение
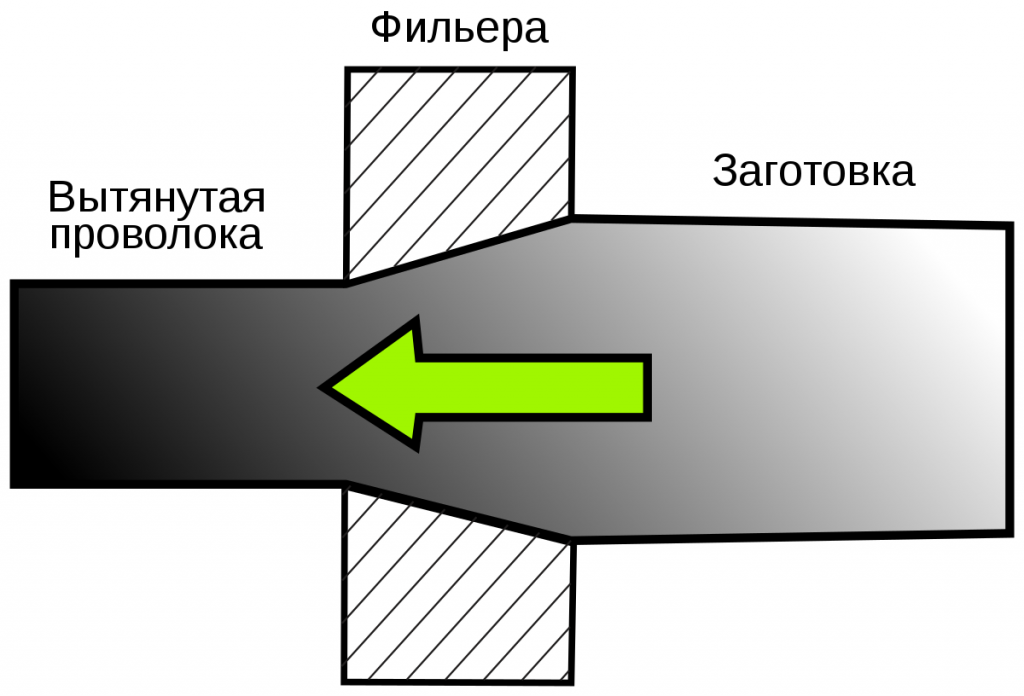
Операция состоит в протягивании металлической заготовки сквозь фильеру – отверстие с размерами меньшими, чем у нее. В результате сдавливания исходное изделие становится более тонким и длинным, возможно изменение формы поперечного сечения.
Фильера имеет вид сужающегося канала. Инструмент, в котором выполнено отверстие, называется волокой.
Назначение процедуры
Волочение применяется для изготовления следующих видов продукции:
- проволоки толщиной до 1-10 мкм;
- прута, в т. ч. фасонного;
- профилированных труб и круглых – диаметром 0,3-500 мм и толщиной стенки 0,05-6 мм.
Из полученного фасонного профиля путем разрезания изготавливают опорные призмы, сегментные шпонки, шлицевые валики и др.
Где используется
Метод задействуют в металлургическом производстве. Область применения получаемых изделий – самая широкая.

Волочение используется в металлургическом производстве.
Например, с помощью волочения изготавливают следующие виды проволоки:
- электротехническую, используемую для сварочных работ;
- вязочную;
- нагартованную;
- пружинную нержавеющую.
Из этой продукции делают:
- провода и кабели;
- тросы;
- сетку-рабицу и пр.
Прут используют в разных целях, например, в качестве арматуры.
Трубы – для создания металлоконструкций и транспортирования жидких или газообразных продуктов.
Виды волочения
Существует несколько вариантов метода.
Выбор зависит от ряда критериев:
- материала заготовки;
- размеров сечения конечного изделия;
- требуемой производительности.

Выбор вида волочения зависит от размеров сечения конечного изделия.
По типу процедуры
Различают следующие виды волочения:
- сухое;
- мокрое.
Разница состоит в способе нанесения смазки. В первом случае заготовка перед фильерой погружается в мыльный порошок, во втором – в эмульсию.
Такая обработка дает следующий положительный эффект:
- уменьшает тепловыделение;
- снижает энергозатраты на волочение;
- продлевает срок службы инструмента.
По чистоте обработки
Существует 2 типа операций:
- черновые;
- чистовые.

Результатом чистовых операций является проволока требуемого размера.
Первые выступают промежуточным этапом. Полученные с их помощью изделия служат заготовками для чистовых операций, результатом которых становятся проволока или прут требуемых размера, формы и качества.
По кратности переходов
Под кратностью понимают число проходов, т. е. протяжек сквозь фильеры разного диаметра, которым подвергают 1 заготовку.
Различают следующие виды процедуры:
- однократную;
- многократную.
В ряде случаев (например, при волочении медной проволоки) число проходов достигает 18-22.
Однократный метод в основном используют для изготовления толстой, плохо деформируемой проволоки диаметром 8-20 мм.
По обработке
Существует показатель параллельности обработки. Он обозначает, сколько заготовок подвергается волочению одновременно.

Чаще всего обрабатываются сразу несколько заготовок.
По этому признаку различают следующие виды процедуры:
- однониточную;
- многониточную (чаще всего обрабатываются 2, 4 или 8 заготовок).
По подвижности
Применяют следующие разновидности волок:
- неподвижную;
- вращающуюся относительно продольной оси канала.
Второй тип используют для изготовления изделий круглого сечения.
Вращение позволяет выиграть в следующем:
- снижается коэффициент трения;
- износ инструмента уменьшается и становится равномерным.
Недостаток – требуются сложный привод и дополнительные затраты энергии, обеспечивающие скорость вращения в 50-200 об/мин.
По нагреву
- Тепловым. Предполагает нагрев до рекристаллизационной температуры – около +500°С. Метод используют для обработки быстрорежущей стали.
- Горячим. Заготовку нагревают до зарекристаллизационных температур – около +900°С. Метод используют для обработки малопластичных металлов. С его помощью, например, осуществляют волочение алюминиевой проволоки, заготовок из титана, молибдена, иридия, вольфрама и их сплавов.

Нагрев заготовки повышает пластичность проволоки.
Нагрев обрабатываемого материала производят электроконтактным или индукционным способом.
Особенности процедуры волочения
Технологический процесс считается несложным. Для получения качественных изделий нужно только правильно подобрать параметры процедуры.
Подготовка заготовок
Перед подачей в волоку заготовку подвергают следующим видам обработки:
- Удалению окалины. Она мешает волочению и сокращает срок службы инструмента.
- Отжигу. Процедура представляет собой нагрев с медленным остыванием. Снимает внутренние напряжения в материале, делает его пластичным, а структуру – мелкозернистой.
Необходимое оборудование
Машина для изготовления прутков и других изделий данным методом называется волочильным станом.
Ее основными элементами являются:
- механизм для создания тягового усилия;
- обойма с установленной в нее волокой (волочильная доска).
.jpg)
Машина для изготовления прутков содержит механизм для создания тягового усилия.
Широкое распространение получили машины компаний UDZWG (Германия) и Samp SpA (Италия).
Инструмент изготавливают из материалов со следующими характеристиками:
- высокой твердостью;
- устойчивостью к истиранию;
- низкой вязкостью.
Для этого подходят:
- Качественные инструментальные стали марок У8 – У12. Для придания износоустойчивости их подвергают термообработке и хромируют.
- Хромомолибденовые стали (например, марки Х12М). Стенки канала упрочняют в холодном состоянии, нагрев и хромирование не применяют.
- Прочие стали (например, марок ШХ15 и 40Х5Т). Упрочнение достигается термообработкой, хромированием, цементацией и другими методами. Твердосплавным инструментом оснащают машины среднего волочения.
- Твердые металлокерамические материалы. Их основой служат термокорунд, карбиды бора, титана, тантала, молибдена, вольфрама. В качестве металлической связки вводят кобальт.
- Природные и технические алмазы. Такой инструмент используют для получения изделий из цветных металлов и их сплавов. Алмазы имеют небольшие размеры, поэтому диаметр выполненных в них фильер не превышает 2 мм.
Стальной инструмент используют для грубого волочения, алмазный – для тонкого.
- монолитными;
- составными.

Составные волоки являются универсальными.
Вторые в основном используют для производства фасонных профилей.
Такой инструмент имеет следующие достоинства:
- универсальность;
- повышенную износостойкость и простой ремонт путем замены вкладыша;
- возможность компоновать волоку с крупным отверстием из небольших твердосплавных фрагментов;
- высокую скорость операции.
Фильеры для волочения проволоки имеют круглое сечение, их чаще всего выполняют в монолитных волоках.
Для исследования процесса обработки и наладки оборудования используют тренажер эмулятор волочильного стана.
Методы волочения и схемы
Используют разные виды машин. Выбор зависит от того, какой конечный продукт нужно получить. Крупное предприятие располагает целым парком станов.
Для производства изделий ограниченной длины, например калиброванного прутка и труб большого диаметра, используют машины с прямолинейной подачей. Тяговое усилие создает цепной, реечный или винтовой привод.
Барабанное
Это вариант для длинномерной продукции – проволоки и др., поставляемой в бухтах. Конечный продукт наматывается на бобину, создающую тяговое усилие. Ее диаметр не превышает 750 мм.

Барабанное волочение наматывает проволоку на бобину.
Барабанное волочение полностью автоматизировано. Обслуживание бобины и укладку заготовок осуществляют подъемники.
Беззабивочное
В этом методе заготовку не вытягивают из фильеры, а проталкивают в нее с другой стороны. В результате удается сократить продолжительность процедуры за счет отказа от операций по подготовке захватки.
Безоправочное
Оправка – это деталь, используемая для выравнивания внутренней поверхности получаемой волочением трубы.
Обработка без этого инструмента производится в 2 этапа:
- первая волока центрует заготовку;
- вторая – обжимает ее.
.jpg)
Безоправочное волочение выравнивает поверхность труб.
Недостатки безоправочного волочения:
- низкое качество внутренней поверхности;
- разная толщина стенки.
Из-за этого этот метод в основном применяют как промежуточный, для уменьшения диаметра протягиваемой трубы.
Для тонких изделий он может играть роль отделочной операции.
Этапы волочения
Полный цикл включает в себя следующие операции:
- Удаление окалины.
- Сушку.
- Отжиг.
- Оконцовку с помощью молота или ковочных валков.
- Волочение.
- Термическую обработку с целью устранить наклеп и сделать материал мягким, устойчивым к разрывам.
- Финишные операции: цинкование, разрезание на фрагменты, маркировку, нанесение консервационной смазки.
Особенности работы с медной проволокой
Для производства данного продукта используют заготовки, полученные методом литья. На первом этапе их сплавляют в единое целое и подвергают прокатке.
.jpg)
Проволоку методом литья сплавляют в единое целое.
Особенности технологического процесса:
- заготовку смазывают мыльно-масляной эмульсией;
- используют алмазные волоки и станы с кратностью от 15 до 22.
При производстве медной проволоки диаметром до 50 мкм применяют погружной метод.
В этой схеме заготовку опускают в смазку, промежуточный отжиг не используют.
Способы удаления окалины
Заготовку освобождают от окалины разными методами. Часто их применяют совместно.
Химический
Используют растворы кислот – азотной, соляной, фосфорной, плавиковой и др.
Перед погружением заготовку подвергают следующим видам обработки:
- обезжириванию;
- шлифованию;
- полировке;
- вырезанию бракованных участков.

Для удаления окалины используют растворы кислот.
Недостаток очистки кислотами состоит в том, что процедура сопряжена с риском для здоровья и требует от волочильщика умения работать с опасными веществами.
Механический
Заготовку сгибают, скручивают и растягивают, а затем обрабатывают инструментами:
- абразивными щетками;
- иглорезами;
- микрорезцовыми приборами.

Электрохимический
Травление кислотой сочетают с действием постоянного электрического тока.
Различают 2 разновидности метода:
- Анодный. К заготовке подсоединяют положительны полюс источника тока. В результате на ней собирается кислород, что приводит к отслоению оксидов. Метод используют для удаления тонких пленок с поверхности легированной и углеродистой стали.
- Катодный. Подсоединяют отрицательный полюс, в результате на заготовке собирается водород. Он восстанавливает оксиды железа. Это более опасный метод: отслоение окалины невозможно точно контролировать, металл часто становится хрупким.
Комбинированный
Подразумевает совмещение химического и электрохимического методов. Комбинированный способ используют в наиболее сложных случаях.
Плюсы и минусы волочения
Достоинствами технологии являются:
- высокая производительность: у современных машин показатель достигает 60 м/с;
- возможность полной автоматизации;
- точность геометрических параметров изделия;
- качество их поверхности;
- возможность получения конечного продукта с диаметром до 1-2 мкм.
https://youtube.com/watch?v=6dTbwhiQZoY%3Ffeature%3Doembed
- высокая стоимость волоки;
- частые промежуточные отжиги;
- необходимость термической обработки конечного продукта;
- ограниченная номенклатура изделий.
Несмотря на некоторые неудобства, метод востребован, т. к. продукция, полученная с его помощью, широко используется как в промышленности, так и в быту.
Волочение проволоки представляет собой относительно несложный технологический процесс, который включает в себя несколько различных процедур.
1 Волочение проволоки – суть и технология выполнения операции
Под волочением понимают процесс, который состоит в том, что заготовку протягивают на специальном оборудовании через сужающееся отверстие. Исходная заготовка может быть медной, стальной, алюминиевой. Инструмент, в котором сделано отверстие, носит название волоки, а само отверстие, от конфигурации коего зависит форма изготавливаемого профиля, называют фильерой.
Методика волочения по сравнению с прокаткой обеспечивает в разы большую чистоту и точность поверхности проволоки, а также различных профилей, прутков, труб. Кроме того, протягиваемый металл характеризуется изменением (в лучшую сторону) механическим параметров, что обусловлено укреплением (снятие наклепа) готовых изделий. Волочение активно применяется при изготовлении фасонных очень точных профилей, разных по диаметру труб, проволоки сечением от 1–2 микрон до 10 (а иногда и больше) миллиметров.
Стоит отметить и тот факт, что современная технология волочения гарантирует отличную производительность оборудования, используемого для производства проволоки. Волоки сейчас функционируют без каких-либо сбоев на огромных скоростях выполнения операции (до 60 метров в секунду) при больших величинах обжатия исходного материала (например, медной заготовки, стальной и так далее).
Процесс волочения включает в себя несколько этапов, которые приводятся далее:
- травление исходного сырья в сернокислом растворе, доведенном до температуры порядка 50 градусов (операция необходима для того, чтобы увеличить срок службы матрицы за счет снятия с заготовок окалины);
- отжиг металла (предварительный), выполняемый для увеличения пластичных характеристик металла и обеспечения его мелкозернистой структуры;
- нейтрализация агрессивного раствора для травления и промывка заготовок;
- использование молота либо ковочных валков для заострения концов исходного металлического сырья (алюминиевой, медной, стальной заготовки);
- непосредственно процесс волочения;
- выполнение отжига.
Дополнительно готовая проволока подвергается различным обрабатывающим операциям (резка изделий на требуемые по длине отрезки, правка, снятие концов и пр.).
2 Некоторые важные особенности процедуры
Технология волочения по мнению специалистов имеет лишь один существенный недостаток. Он заключается в небольшом показателе деформации проволоки. Это обусловлено тем, что степень деформации ограничивается величиной прочности выходящего конца заготовки, к коему прилагается соответствующая сила деформирования.
Исходным материалом для описываемого технологического процесса служат непрерывно литые, прессованные и катаные заготовки из цветных металлов, легированных и углеродистых сталей. Качественное волочение обеспечивается тогда, когда начальное сырье имеет определенную микроструктуру (например, сорбитную, если речь идет катанке из стального материала).
Раньше проволоку из стали обычно подвергали патентированию. Эта операция подразумевала сначала нагрев металла до температуры аустенизации, а затем экспозицию его в соляном либо свинцовом расплаве (указанная выдержка выполнялась при температуре около 500 градусов Цельсия).
Технология изготовления стальной и медной продукции в наши дни не предполагает осуществления столь сложных действий. Нужная структура гарантированно получается при выходе с прокатного оборудования. Если посмотреть видео того, как функционирует современный скоростной непрерывный станок для волочения проволоки, можно увидеть, что он оснащен комплексом комбинированного (воздух плюс вода) охлаждения изделий. Именно эта система и обеспечивает возможность получения необходимой микроструктуры катанки.
3 Оборудование для волочения проволоки и видео его работы
Все волочильные технологические операции производятся на специальных станах, оборудованных волокой – “глазком”, через который тянут проволоку. Диаметр последней всегда больше диаметра волоки. В зависимости от конструкции тянущего механизма интересующие нас станы делят на два вида:
- агрегаты, в которых металл наматывается на барабан;
- машины с движением металла по прямой линии.
Вторые станы предназначены для изготовления изделий, которые не нужно комплектовать в бухты (трубы, прутки). А вот на барабанных агрегатах выпускают именно проволоку и малые по сечению металлические и медные трубы. При этом такие станы с барабанами бывают разных типов:
- многократные (одни функционируют без скольжения, другие – со скольжением);
- однократные;
- многократные, использующие принцип противонатяжения заготовок.
Простейший однократный станок для волочения проволоки предполагает выполнение технологической операции за один проход. А вот многократные станы используют 2–3 прохода, само же волочение в них осуществляется по непрерывной схеме. Калибровочные цеха современных крупных предприятий, как правило, имеют полтора-два десятка агрегатов и станов разной мощности для изгтовления медной и другой проволочной продукции.
Фильеры для волочения проволоки описываемых станов обычно изготавливают по металлокерамической технологии из карбидов бора, термокорунда, молибдена, титана, микролита, тантала, ванадия, вольфрама. Эти сплавы характеризуются превосходной стойкостью к истиранию и повышенной твердостью, а, кроме того, еще и малой вязкостью.
Высокая надежность волоки обеспечивается и тем, что ее укладывают в очень прочную и вязкую стальную обойму, которая не сжимает фильеру, а также снижает в момент выполнения операции волочения растягивающие напряжения. Стоит отдельно сказать о том, что в тех случаях, когда изготавливается очень тонкая катанка из стали (до 0,2 миллиметров), волоки делают из технических алмазов.
В последнее время отмечается тенденция использования волок сборной конструкции. Они дают возможность изготавливать проволоку в условиях высокого трения (гидродинамического). Причем сборная волока гарантирует уменьшение расхода электрической энергии на выполнение технологических операции, увеличивая при этом производительность станов для волочения на 20–30 процентов.
4 Удаление окалины – разновидности и тонкости операции
Чем лучше будет подготовлена поверхность заготовки к волочению, тем эффективнее и качественнее будет проходить процесс. На данный момент окалину удаляют с металла следующими методами:
- химическим;
- механическим;
- электрохимическим.
Чаще всего для заготовок из углеродистой стали применяется методика механической очистки. Она целесообразна с экономической точки зрения. Выполняется такая процедура достаточно просто. Сначала проволоку между роликами спецконструкции перегибают периодически в разных плоскостях. А затем очищают металл щетками из стали.
Более затратными являются химические варианты удаления окалины. Они требуют использования соляной либо серной кислоты. Кроме того, работа с данными соединениями связана с повышенной опасностью для специалистов. Поэтому предприятия стараются применять такой процесс лишь по необходимости, допуская к выполнению операций людей, прошедших специальное обучение (уроки на видео, специальная литература, экзамены по технике безопасности и т. д.). Химическое удаление окалины незаменимо тогда, когда в качестве сырья для проволоки используются нержавеющие и кислотостойкие высоколегированные марки стали.
Электрохимическая очистка – это травление электролитического типа. Оно бывает катодным и анодным, причем второй способ признается более эффективным и безопасным. При нем анодом выступает очищаемая заготовка, а катодом является медь, железо или свинец. Катодное травление более опасное, так как при нем фиксируется активное выделение водорода и плохо контролируемый отрыв окалины, что приводит к формированию так называемой “травильной хрупкости”.
После удаления окалины с использованием химических реагентов заготовку следует тщательно промыть. Это позволяет избавиться от солей железа, грязи, шламов, остатков травильных элементов и раствора кислоты. Если промывание не будет произведено сразу после химобработки, все указанные компоненты засохнут. Добавим – промывание делается сначала в горячей воде, а затем под давлением около 700 Па в холодной.
5 Видео и краткое описание волочения медной продукции
Волочильный процесс при производстве медной проволоки базируется на использовании литых заготовок. Их сначала сплавляют, после чего в горячем состоянии прокатывают. Такой процесс обуславливает появление на катанке пленки из оксидов. Чтобы удалить ее, заготовку обрабатывают разбавленной кислотой, и только после этого выполняют волочение.
Также получение медной проволоки осуществляется по технологии погружного формования. В этом случае поверхность катанки получается чистой. Подобным образом изготавливают максимально тонкие изделия (около 10 микрометров). Но при формовании погружного типа необходимо правильно подобрать смазочные составы, которые обладают высоким качеством и особыми свойствами. К таковым относят следующие смазки:
- комплексные растворы: неионогенные поверхностно-активные вещества, соли (щелочные) жирных сульфированных масел, присадки щелочного состава;
- эмульсии: антипенные, анионные, стабилизирующие соединения, сложные синтетические эфиры, жирные естественные и минеральные углеводородные масляные составы;
- синтетические вещества: соли (неорганические и органические), полимерные растворы.
Волочение — это процесс получения проволоки различной формы из прутков, путем последовательного протягивания прутка через фильеры от большего к меньшему. Часто используется для получения проволоки при изготовлении цепей и различных заготовок деталей ювелирных изделий.
Волочение – это протягивание проволоки через коническое отверстие фильеры . При прохождении через фильеру поперечное сечение проволоки уменьшается до сечения протяжного отверстия фильеры. Чем круче конус фильеры, тем резче изменяется сечение проволоки и больше возрастают сопротивление деформации и рабочее усилие. Рабочее усилие должно соответствовать силе натяжения проволоки, если же это усилие будет больше силы натяжения, то проволока будет рваться, особенно тонкая.
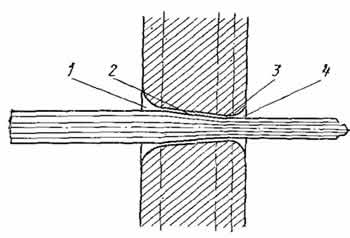
Схема процесса волочения: 1 – входной конус, 2 – протяжной конус, 3 – цилиндрическая часть, 4 – выходной конус
Для волочения проволоки необходимо у предварительно подготовленной (прокатанной) проволоки заточить конец и протолкнуть его в коническое отверстие фильеры на волочильной доске, вытягивая его плоскогубцами, после чего протягивать через фильеру ручным или механическим способом. Протягивание до требуемого размера ведется последовательно через фильеры меньших диаметров с периодическим отжигом проволоки. На волочильной доске фильеры установлены в такой последовательности, которая обеспечивает качественную протяжку и не приводит к преждевременному износу фильер. При протягивании тонкой проволоки из драгоценных металлов применяют алмазные фильеры, которые более износостойки и дают возможность получить калиброванную проволоку.
Если требуется получить небольшое количество проволоки, то ее протягивают вручную. При этом волочильную доску зажимают в тисках между защитными губками из мягкого металла. Проволоку захватывают специальными плоскогубцами с острыми насечками и тянут через фильеры вручную.
Если требуется протянуть большое количество проволоки, то применяются специальные волочильные станы, ручные или с электроприводом. Протяжка при этом проводится также через волочильную доску с периодическим отжигом.
You have no rights to post comments
Производство проволоки
Проволока является длинномерным металлическим изделием, схожим по внешнему виду со шнуром либо нитью. Из нее производятся электрические провода, сварочные электроды, пружины, канаты, тросы и т.д. Современные меткомбинаты выпускают проволоку не только с привычным круглым сечением, но и овальным, трапецеидальным, а также шестиугольным. Диаметр описанной вокруг него окружности изменяется в пределах от десятых долей миллиметра до нескольких сантиметров. Рассмотрим подробнее технологию производства длинномерного метиза.
Волочение проволоки представляет собой особую технологию, предусматривающую протягивание металла сквозь фильеру (так в металлургии называется сужающееся отверстие, бывающее круглым и фасонным) в инструменте, именуемом «волока». В результате диаметр сечения заготовки уменьшается, а ее длина, наоборот, возрастает. Последовательность этапов процедуры волочения выглядит следующим образом:
- травление исходного материала. Проводится в сернокислом растворе с температурой, колеблющейся возле отметки 50°С. Цель этой операции – снятие окалины с промежуточных продуктов производства (то есть заготовок) для повышения срока службы технологической матрицы;
- нейтрализация травильного раствора с последующей промывкой заготовок;
- предварительный отжиг сырья. По завершении данного этапа у металла повышается пластичность, и его структура становится мелкозернистой;
- заострение концов заготовок. Выполняется эта процедура с помощью ковочных валков или молота;
- собственно, этап волочения;
Полученная проволока подвергается дополнительным технологическим операциям – нарезанию на требуемой длины отрезки, выравниванию (правке), снятию концов и т.д.
Важные особенности процесса
Специалисты единодушно придерживаются мнения о существовании у техпроцесса волочения одного значительного недостатка – это небольшой показатель деформирования проволоки. Причина данного явления кроется в ограничении уровня деформации прочностью выходящего конца промежуточного продукта производства, который является объектом приложения соответствующей силы деформирования.
В качестве исходного материала процедуры волочения используется, преимущественно, катанка из углеродистых и легированных сплавов, а также из цветных металлов. Этот процесс будет выполнен качественно только при наличии у сырья определенной микроструктуры (например, сорбитной, когда речь заходит о стальной катанке).
Ранее стальную проволоку, как правило, подвергали патентированию. Данная операция предусматривает:
- нагревание металла до температуры, при которой происходит аустенизация (1050°С≤Т≤1100°С);
- его выдержка в свинцовом (элемент Рb) либо солевом расплаве. Эта экспозиция обычно проводится при температуре Т≈500°С.
Современная технология производства проволоки не требует таких сложных действий. Металл с требуемой структурой гарантированно выходит с прокатного агрегата. Непрерывный высокоскоростной волочильный станок одной из последних модификаций оснащен системой охлаждения комбинированного типа – воздух совместно с водой. Именно такой комплекс предоставляет возможность изготовить катанку с необходимой микроструктурой.

Выполнение всех технологических операций волочения проволоки осуществляется на специальных агрегатах – станах. Они оборудованы своего рода «глазком» – волокой, сквозь которую протягивается длинномерный метиз. Его диаметр больше данного параметра самой волоки. По критерию «конструкция механизма протяжки» рассматриваемые станы подразделяются на 2 типа:
- машины, выполняющие намотку металла на барабан;
- механизмы, в которых металл перемещается о прямой.
Станы второго типа производят продукцию, не требующую комплектовку в бухты (это трубы и тонкие металлические стержни – прутки). Выпуск же именно проволоки осуществляется на барабанных агрегатах. Кстати, на них также производятся трубы из разного металла, отличающиеся малым сечением.
Барабанные станы подразделяются на такие виды:
- станы многократные (конструкция одних рассчитана на функционирование без скольжения, а других – со скольжением).;
- агрегаты многократные, работающие на основе принципа противонатяжения проволоки.
Технологическая операция волочения длинномерного метиза выполняется однократными станами всего за один проход. В многократных агрегатах эта процедура реализуется за два-три прохода, но само волочение осуществляется с использованием непрерывной схемы. На производственных площадях калибровочных цехов крупных меткомбинатов размещено до двух десятков единиц оборудования, различающихся по мощности и предназначенных для выпуска проволоки.

Изготовление фильер осуществляется в соответствии с требованиями металлокерамической технологии. В качестве сырья используется термокорунд, а также карбиды таких элементов как вольфрам (W), ванадий (V), тантал (Та), титан (Ті), молибден (Мо), бор (В). Данным сплавам присуща небольшая вязкость, повышенная твердость и отличная устойчивость к истиранию.
Волока является очень надежным инструментом. Обеспечивается это ее укладкой в вязкую и весьма прочную стальную обойму. Конструкция последнего приспособления:
- не оказывает на фильеру воздействие, работающее на сжатие;
- в ходе волочения снижает уровень растягивающих напряжений.
Следует отметить один важный момент, касающийся изготовления очень тонкой стальной проволоки (с диаметром меньшим 0,2 мм). Для этого используются волоки, созданные из синтетического минерала, получившего название технический алмаз.
Сегодня наблюдается тенденция применения сборных волок. Их конструкция предоставляет возможность производить длинномерный метиз в условиях повышенного гидродинамического трения. Кроме того, сборная волока:
- гарантированно сокращает затраты электроэнергии, требуемые для реализации технологического цикла волочения;
- обеспечивает увеличение производительности агрегатов на 20%-30%.
Удаление окалины – разновидности операции и ее нюансы
Эффективность процесса волочения напрямую зависит от качества обработки поверхности. Сегодня для удаления окислов железа (Fе, FеО и Fе) – окалины – применяются три способа. Рассмотрим их несколько подробнее.
Механическая очистка – наименее финансово затратная операция не в ущерб качеству достигнутого результата. По этой причине данный метод получил наибольшее распространение. Осуществляется он путем периодического перегибания проволоки в различных плоскостях между роликами, являющимися компонентами спецконструкции, с финишной очисткой заготовки щетками со стальным ворсом.
Химические способы требуют значительно больших расходов. Проводятся они с использованием следующих веществ – НСl (соляная кислота) и Н
(серная кислота). Таким образом, химическая очистка сопряжена с опасностью для работников. Поэтому меткомбинаты применяют эту технологию, лишь когда без нее действительно не обойтись. При этом допускаются к ее проведению только сотрудники, прошедшие специализированный курс обучения. Химической очисткой обрабатываются длинномерные метизы из высоколегированных кислотостойких нержавеющих сталей.
Выполняется данная операция электролитическим травлением. Оно подразделяется на два вида – анодное и катодное. Менее опасным и более эффективным считается первый. Роль анода в нем играет подвергаемая очистке заготовка. А в качестве катода выступает свинцовая, железная либо медная пластина.
Катодное травление сопряжено со следующими опасностями:
- активное выделение элемента Н (это водород). Его контакт с атмосферным кислородом может привести к взрыву;
- отрыв окалины с трудом поддается контролю. По этой причине формируется т.н. «травильная хрупкость».
Процедура удаления оксидов железа химическими реагентами должна завершаться тщательной промывкой промежуточного продукта производства. Тогда поверхность заготовки освободится от кислотного раствора, остатков травильных веществ, окалинного шлама, загрязнений и солей элемента Fе. При проведении промывки не непосредственно после химобработки все перечисленные соединения просто засохнут.
Здесь важен еще такой момент. Сначала промывание выполняется в воде с температурой, изменяющейся в диапазоне +60°С≤Т≤+75°С. Затем эта процедура проводится уже в холодной воде под давлением приблизительно 700 Па.
Технические требования
Сегодня наибольшее распространение получила проволока, изготовленная из стали конструкционной углеродистой. Ее производство регламентируется ГОСТом 7305-91. Рассмотрим технические требования, выдвигаемые данным нормативным документом к подобной конечной продукции.
В качестве сырья должна использоваться сталь:
- качественная углеродистая конструкционная 50, 45, 40, 35, 30, 25 и 20;
- полуспокойная качественная углеродистая конструкционная 20пc, 15пc и 10пc;
- кипящая качественная углеродистая конструкционная 20кп, 15кп, 10кп и 08кп.
Поверхность длинномерного метиза должна быть свободной от:
- периодически повторяющихся выступов, либо, наоборот, углублений, сформированных прокатными валками – отпечатков;
- скоплений углублений, образовавшихся на этапе проката – рябизны;
- углублений произвольной направленности, имеющих к тому же неправильную форму – царапин;
- пленочных отслоений, свидетельствующих о нарушении целостности металла, которое возникло в ходе раскатывания газового пузыря;
- канавок с невыступающими кромками и с дном плоской либо закругленной конфигурации – рисок;
- окисных пленок, характеризующихся рыхлой структурой, сформировавшихся при контакте металла с влагой – ржавчины;
- вкраплений частиц окалины, вдавленных при волочении – вкатанной окалины;
- отслоений металла, соединенных с его основой, ориентированных по направлению проведенной прокатки – плен;
- продольно ориентированных дефектов, плотно прилегающих к поверхности, вызывающих нарушение сплошности материала изготовления – закатов, глубиной, превышающей половину величины предельно допустимых отклонений по параметру «диаметр проволоки». Факт незначительного омеднения длинномерного метиза, вызванного нанесением подсмазочного слоя до выполнения процедуры волочения, не выводит изделие в категорию брака.
Производится проволока должна на катушках либо в мотках. Ее намотку нужно проводить так, чтобы:
- витки не перепутывались;
- была обеспечена возможность свободного сматывания в любом из вариантов производства;
- когда моток освобождается от перевязей, длинномерный метиз, сворачиваясь, не формировал «восьмерку».
В состав мотка должен входить один отрезок проволоки.
На катушке недопустимо наличие больше трех отрезков длинномерного метиза. Там, где они разделены, необходимо прокладывать закладки. Вариант замены отметок мест разделения – вывод с последующим закреплением на одной из щек катушки концов кусков проволоки.
Допускается чтобы в партии имелись катушки либо мотки, масса куска проволоки в которых была бы меньше указанного в таблице числа на 50%. Но их количество не должно превышать 10% от общего веса произведенной продукции.

Масса отдельного куска длинномерного метиза в любом варианте производства (катушка либо моток) зависит от диаметра изделия. Нормами ГОСТа 17305-91 установлено требуемое соответствие данных параметров. Оно представлено в таблице.
Заключение
Современные модели волочильных агрегатов оснащены приводом на базе короткозамкнутого асинхронного электродвигателя, управляемого преобразователем частотного либо тиристорного типа. Такое техническое решение обеспечило повышение уровня управляемости этим оборудованием и позволило снизить его вес, а также габариты. В результате наряду с увеличением рентабельности, минимизируется процент бракованной продукции при выпуске даже прецизионной и сверхтонкой проволоки.
Волочение проволоки. Описание производственного процесса.
проволоки из катанки – это один из самых экономичных способов производства. Изготовление проволоки нужного диаметра по такой технологии происходит при постепенном, однократном или многократном, протягивании металлической заготовки через одно или несколько специальных устройств, называемых волоками, и последующей передачей готовой продукции на волочильный барабан. С целью изготовления металлических изделий высокого качества с требуемым размером поперечного сечения и отсутствием дефектов поверхности, катанку на предварительном этапе тщательно подготавливают к операции волочения проволоки. В процессе подготовки ее подвергают травлению в водном растворе серной кислоты для того, чтобы полностью снять окалину с ее поверхности. Удаление слоев окалины с поверхности заготовки позволяет при протяжке катанки значительно снизить величину силы трения и нагревание примыкающих участков в каналах волок, а также свести к минимальным значения внутренних механических напряжений в структуре металла готового изделия.
Процесс травления катанки осуществляют в 2,5 растворе серной кислоты. Этим обеспечивается высокая скорость травления и практически полное исключение нежелательных процессов разъедания поверхности и возникновения водородной хрупкости металла. В емкость для травления заготовки добавляют специальный пенообразователь, предотвращающий испарение серной кислоты в окружающее пространство. По завершению травления заготовку промывают в емкостях сначала с горячей, а затем с холодной водой для полного удаления с ее поверхности остатков окалины, грязи, кислоты и сернокислых солей. После промывки на поверхность металла наносят слой смазки, который обеспечивает снижение трения в волоке, улучшение температурных условий при волочении проволоки и полностью предохраняет металл от появления ржавчины в течение длительного срока хранения. Заключительной операцией при подготовке проволоки к волочению является полная сушка металла катанки в емкости с применением циркулирующего нагретого воздуха.
Основным рабочим инструментом при волочении проволоки из заготовки является волока, которая представляет собой изготовленное из твердосплавного материала механическое устройство с входным конусообразным отверстием для катанки определенного диаметра. Механический процесс волочения проволоки может быть однократным или многократным. При однократном – катанку протягивают только через одну волоку и сразу сматывают на волочильный барабан. При многократном волочении готовую проволоку получают последовательной протяжкой заготовки сразу через несколько волок. Процесс многократного волочения имеет большое преимущество по сравнению с однократным процессом, т. к. здесь все операции выполняются при полном соблюдении требуемых по техпроцессу условий и обеспечивается высокая производительность производства.
Вязальная проволока находит самое широкое применение во всех отраслях народного хозяйства и в быту. Ее используют для изготовления гвоздильной продукции, сеток, увязки, армирования и во многих других случаях.